鍋爐容量:2.8-29MW
工作壓力:1.0-1.25 MPA
適用燃料:煙煤\貧煤\無煙煤
應用范圍:供暖、學校、賓館、醫院
廠家指導價: 6萬元-85萬元
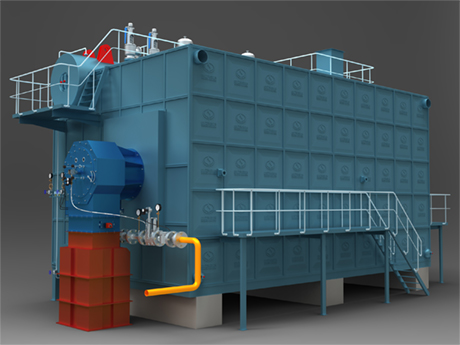
SZL型系列雙鍋筒縱置式鏈條爐排水管蒸汽和熱水鍋爐,采用快裝或組裝結構。4~6t/h為快裝水管結構,在廠內全部整裝后出廠;6~35t/h由上下二大件組成,上部大件為本體受熱面,下部大件為燃燒設備。鍋爐本體的前端為四周布置的水冷壁上部與鍋筒連接下部與集箱連接組成燃燒室,以吸收爐膛輻射熱,其后端在上下鍋筒之間布置密集的對流管束,燃燒后的高溫煙氣經過二次回程橫向沖刷對流受熱面后引至單獨布置的省煤器,最后進入除塵器經煙囪排出。
本系列鍋爐吸取快裝鍋爐的優點,結構緊湊、鍋爐房為單層布置、現場安裝方便、周期短、費用低、操作簡便等優點。本系列蒸汽鍋爐適用于工業及生活用汽,相應容量的熱水爐適用于工業及民用采暖。
數控制造技術
·鋼板下料、圈園、鍋筒、管板鉆孔等關鍵加工工藝全采用先進的數控加工,減少組裝應力,延長鍋爐使用壽命。
·鋼管切割,螺紋管壓制,對流管加工均采用先進的數控工藝。
·自動化生產線。
先進焊接工藝
·鍋爐縱、環縫,管子和鍋筒內側的焊接,管子和法蘭焊接等所有重要部位的焊接均采用埋弧自動焊,或氣體保護焊等自動化焊接工藝,保證焊接質量。所有縱環焊縫均進行100%的射線探傷。
·管座法蘭焊接,采用機器人焊接。
·鏈條爐排面板,前后煙箱面板采用數控等離子切割機切割,整齊美觀。
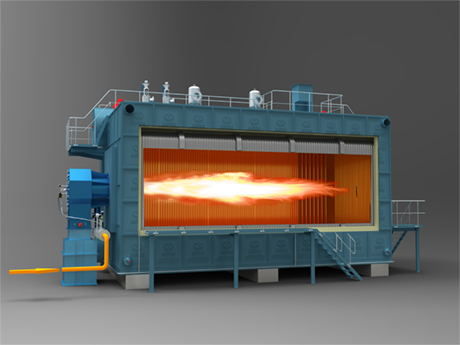
獨特結構設計
根據不同噸位,爐排從前到后設置不同數量的獨立風倉。
用戶可以根據不同的燃燒情況合理分配給風,確保燃料的燃燒充分。
二次進風,進行爐膛煙氣擾動,保證揮發完全燃燒。獨立二次風機,風量風壓易控制和調整。
播料器,均勻給料,防止回火。
NOx
分級送風,特殊爐拱結構,Nox排放低至100mg/m3
針對不同生物質進行數值模擬,熱效率可達90%以上。
鍋爐型號
|
SZL4.2-1.0/115/70-M |
SZL5.6-1.0/115/70-M SZL5.6-1.25/130/70-M |
SZL7.0-1.0/115/70-M SZL7.0-1.25/130/70-M |
SZL14-1.0/115/70-M SZL14-1.25/130/70-M |
SZL21-1.0/115/70-M SZL21-1.25/130/70-M |
||||||||||
| 額定供熱量(MW) | 4.2 | 5.6 | 7.0 | 14 | 21 | ||||||||||
| 工作壓力(MPa) | 1.0 | 1.0/ 1.25 | 1.0/ 1.25 | 1.0/ 1.25 | 1.0/ 1.25 | ||||||||||
| 額定出水溫度(℃) | 115 | 115/130 | 115/130 | 115/130 | 115/130 | ||||||||||
| 回水溫度(℃) | 70 | 70 | 70 | 70 | 70 | ||||||||||
| 受熱面積(㎡) | 本體 | 輻射 | 24.5 | 26.1 | 23.4 | 61.5 | 109.21 | ||||||||
| 對流 | 119.0 | 184.0 | 227.9 | 346.2 | 549.8 | ||||||||||
| 省煤器(㎡) | 130.8 | 130.8 | 244.16 | 472.0 | 330.4 | ||||||||||
| 爐排面積(㎡) | 7.62 | 10.5 | 11.8 | 20.8 | 28.1 | ||||||||||
| 適用燃料 |
生物質 | AII\P\ | |||||||||||||
| 應用基底位發熱值(KJ/kg) | 21000 | ||||||||||||||
| 鍋爐燃料消耗量(kg/h) | 1122 | 1488 | 1860 | 3600 | 4340 | ||||||||||
| 鍋爐熱效率(%) | 82.8 | 83.2 | 83.2 | 85.8 | 86.0 | ||||||||||
| 最大運輸重量(t) | 21 | 25 | 28 | 30 | 31 | ||||||||||
| 最大運輸尺寸LxWxH(m) | 7.0x2.7x3.5 | 6.9x3.2x5.3 | 7.9x3.3x3.5 | 11.0x3.2x3.5 | 9.9x3.3x3.6 | ||||||||||
 銷售熱線:
銷售熱線:
 獲取優惠報價
獲取優惠報價 我要詢價
我要詢價